|
Łączenie przez zgrzewanie doczołowo:
- Wykwalifikowany personel do łączenia
Złącza muszą być wykonane przez personel wyszkolony w technikach zgrzewania elektrooporowego, posiadający wiedzę praktyczną odnośnie wykorzystania polecanych zgrzewarek.
- Sprzęt do zgrzewania
Bardzo ważne jest stosowanie homologowanych maszyn, zdolnych do dostarczenia wymaganego napięcia i mocy wyjściowej. Zaleca się, aby używane maszyny spełniały wymagania określone w normie DVS 2208.
- Schemat procesu zgrzewania doczołowego
Wartość ciśnienia pokazana na schemacie, odpowiada ciśnieniu, które należy osiągnąć na krawędziach
zgrzewanego złącza (część względem części).
W zależności od urządzenia stosowanego do wykonania złącza oraz wymiarów elementów do połączenia,
konieczne będzie obliczenie siły lub ustawienia ciśnienia wymaganych przez każde urządzenie, do osiągnięcia ciśnienia wskazanego w schemacie strefy styku części.
|
| |
. W przypadku urządzeń hydraulicznych, zastosowane ciśnienie będzie zależeć od średnicy.") |
| |
Załączona tabela danych wyznacza wartości siły do zastosowania w przypadku złączy z naciskiem ręcznym
(mechanicznym). W przypadku urządzeń hydraulicznych, zastosowane ciśnienie będzie zależeć od średnicy. |
| |
 |
| |
1. Umieść rury lub kształtki do połączenia w imadłach zgrzewarki.
|
| |
|

|
| |
|
2. Sprawdź, czy grubość ścianki obu części jest równa.
Zamknij zaciski i sprawdź, czy rury/kształtki są wyrównane,
zbliżając je urządzeniem ciśnieniowym.
|
| |
- Maksymalna dozwolona nieprostoliniowość to 10% grubości ściany.
|
|

|
| |
|

|
|
|
| |
3. Wyczyść wszelkie zanieczyszczenia z krawędzi i z okolicy
zgrzewu. Umieść narzędzie skrawające pomiędzy krawędziami
i rozpocznij proces obróbki.
|
| |
|

|
| |
4. Sprawdź, czy grubość ścianki obu części jest równa.
Zamknij zaciski i sprawdź, czy rury/kształtki są wyrównane,
zbliżając je urządzeniem ciśnieniowym.
|
| |
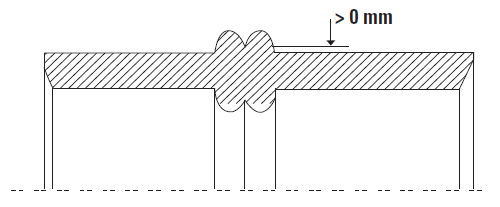
5. Sprawdź, czy po zetknięciu krawędzi elementów zgrzewanych
nie występują nadmierne szczeliny w złączu.
Maksymalna szczelina nie może przekraczać 0,5 mm. |
| |
|

|
| |
|
6. Sprawdź, czy element grzewczy ma właściwą temperaturę:
260ºC +/ - 5ºC.
|
| |
7. Umieść element grzewczy pomiędzy zgrzewanymi częściami.
|
| |
|

|
| |
8. Zbliż krawędzie do elementu grzewczego poprzez
zastosowanie ciśnienia 0,1 N/mm2.
|
| |
- W urządzeniach mechanicznych należy zastosować siłę określoną jako F1.
- W urządzeniach hydraulicznych będzie konieczne obliczenie zastosowanego ciśnienia.
|
| |
|

|
| |
|
9. Kontynuuj odpowiedni nacisk, aż uformowana spoina
zgrzewu będzie mieć wystarczającą wysokość.
|
| |
- Zalecane wymiary spoiny zgrzewu według tabeli.
Obniż ciśnienie do 0.01 N/mm2.
- W urządzeniach mechanicznych należy zastosować siłę określoną jako F2.
- W urządzeniach hydraulicznych będzie konieczne obliczanie zastosowanego ciśnienia.
Należy utrzymać to ciśnienie przez czas T1.
|
| |
| |
|

|
| |
10. Oddziel zgrzewane krawędzie i wycofaj płytę grzewczą
|
| |
- Zaleca się, by ta operacja była wykonywana tak szybko, jak to możliwe, zgodnie z zalecanym czasem T2.
- Przed usunięciem płyty grzewczej, sprawdź, czy nie przylega do krawędzi elementów zgrzewanych, aby uniknąć uszkodzenia krawędzi zgrzewania.
|
| |
11. Połącz krawędzie zgrzewane razem,
aby rozpocząć proces łączenia.
|
| |
12. Zwiększaj ciśnienie w czasie T3 do 0,1 N/mm2
|
| |
- W urządzeniach mechanicznych należy zastosować siłę F3.
- W urządzeniach hydraulicznych będzie konieczne obliczenia zastosowanego ciśnienia.
|
| |
13. Należy utrzymać to ciśnienie przez czas T4.
|
| |
|

|
| |
| 14. Zwolnij zaciski i wyjmij elementy z urządzenia. |
| |
15. Chociaż złącze jest już gotowe, zaleca się odczekanie około
jednej godziny na schłodzenie spoiny przed rozpoczęciem
montażu zgrzanych elementów.
|
| |
16. Przed przeprowadzeniem testów ciśnieniowych
na instalacji, należy odczekać 24 godzin. |
| |























.jpg)


.jpg)